
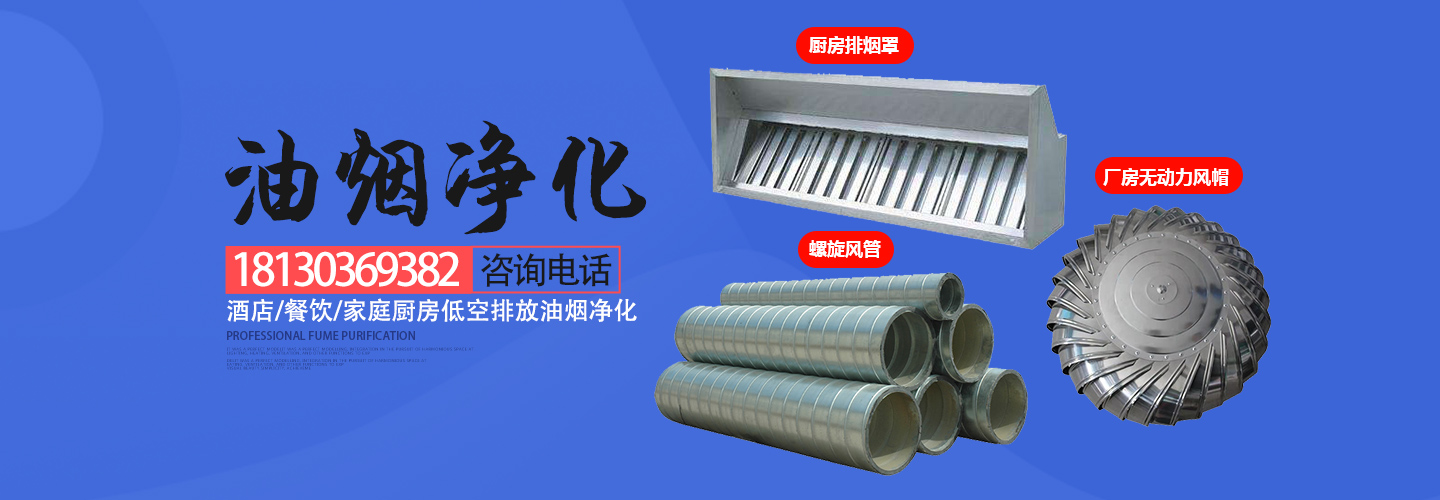
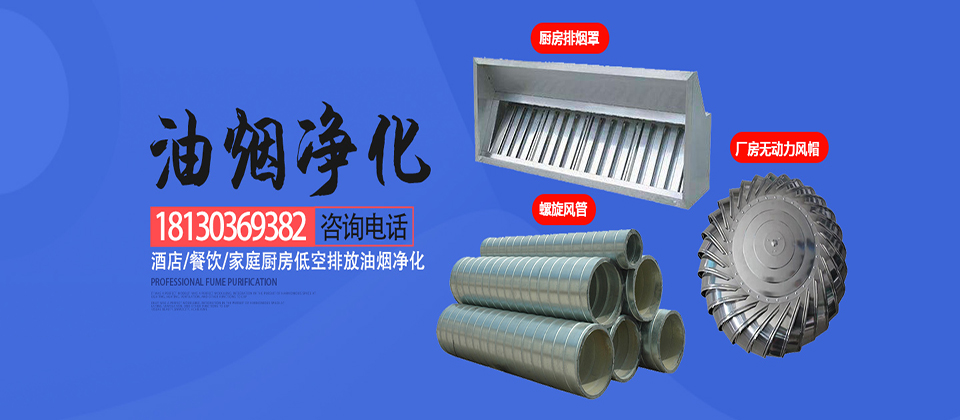


鍍鋅螺旋風管主要是在風管的鐵板上塗一層鋅,以保護鐵板。經鈍化、染色(sè)或塗層處理後,鋅塗層的防護(hù)和裝飾性能得到明顯改善。螺旋風管市(shì)場一般按材質分(fèn)為三類:鍍鋅螺旋風管(guǎn)、不鏽鋼螺(luó)旋風管(guǎn)和複合(hé)螺旋風管。其中,不鏽鋼風管質量好、適用性(xìng)強、價(jià)格高。目前,市場上廣泛使用的螺旋風管都是鍍鋅的。鍍鋅螺旋風管基本上是不鏽鋼螺旋風管的特點,但(dàn)價格僅為不鏽鋼風管的三分之二甚(shèn)至(zhì)更低。複(fù)合螺旋風管一般用於外部環境比較常見、風管要求(qiú)不太高(gāo)的地方。螺旋風管應用廣泛。淨化係統送風回(huí)風管、空調(diào)通風管、工(gōng)業送風(fēng)排風(fēng)管、環保係統吸排風管、礦井抽放管、礦井布膠風管等。






如果電動裝置允許(xǔ)通過的閥杆直徑不能通過所配閥門的閥(fá)杆,便不能(néng)組裝成電動閥門。因此(cǐ),電動裝置空心輸出軸的內徑要大於明杆閥門的閥杆外徑。對部分回轉閥(fá)門(mén)以及多回轉閥門中(zhōng)的暗杆閥門,雖不用(yòng)考慮閥(fá)杆直徑的通過問題,但在選配時亦應(yīng)充分考(kǎo)慮閥杆直徑與鍵槽的尺寸,使組裝後能正常(cháng)工作。
調節閥氣開/氣關的選擇和調節器正反作用的(de)確定(dìng) ,調節閥氣開/氣關(guān)的選擇要從工藝生產需要和安全要求方麵考慮確定。原則是當信號壓力中斷時,應保證工藝設備和生產的安全,即保證調節閥失去信號(hào)壓力源時閥自(zì)動進入安全狀態。選定調節閥氣開或氣關形式後,要根據閥的這一形式確定調節器的(de)正作用和反作用,使調節閥和調節器構成一個負(fù)反饋的控製係統。


焊接注意事項:
1.電流(liú)根(gēn)據焊縫的厚(hòu)度自(zì)融焊接的焊縫管材不能超過2毫米,其電流控製在(zài)50以下,保證自融焊(hàn)接時候(hòu)一遍成型。
2.薄壁管材焊縫必(bì)須做好充準備,相對於充焊接的坡口(kǒu)加絲焊接。自融焊的內部充氣體流(liú)量不能超過5L,兩邊在焊接時候(hòu)更好用阻燃粉抹上(shàng)控製高溫(wēn)區域的影(yǐng)響。
3.焊縫焊接結束(shù)後根(gēn)據(jù)焊接還(hái)有圖紙要求進行表麵拋光操作,嚴禁使用打磨片處理焊縫。進行鏡麵拋光作業時候焊縫不得拋光低於母材。
4.自融焊(hàn)高的內部打底不能高於母材,容易造成應力集中,打(dǎ)底焊縫更好是平於母材。表麵的焊接如果產生過大的塌陷現象可以使用0.8以下的焊絲規格在補充一遍焊接。焊縫不保留的除外。
5,管線充時候必須留下專門的排氣孔,在封閉焊接之前要把氣的流量(liàng)控製(zhì)在2L以下。過大的氣流量(liàng)會造成焊縫在收尾時(shí)候的弧坑被頂起(qǐ)來。


您(nín)好,歡迎蒞臨蕪湖91视频网站免费,歡迎谘詢...
 觸屏版二(èr)維碼 |





